6.4 常见螺杆类型的输出方程与纵向压力分布
6.4.1 变量分析 5
首先分析平行(恒定深度)螺杆方程中的变量。体积流量方程(6.15)包含两个项,分别代表拖曳流和压力流。第一项由方程(6.9)或(6.11)给出;基于几何相似性,螺旋角恒定且\(p,t\)及\(^b\)(方程(6.2))均与\(\pmb{D}\)成正比,故:
即阻力流与转速 \(N\)、通道深度 \(h\) 以及直径 \(_{D}\) 的平方成正比。通过提高螺杆转速和/或使用更深的螺杆可增加阻力流。螺杆直径变化的影响将在第 11.5 节中讨论。体积拖曳流量亦与熔融聚合物的流体特性(包括粘度)无关;因此质量拖曳流量将与熔融聚合物密度成正比,且随温度升高因热膨胀导致的衰减幅度极小。
需注意:无量纲输出\(Q/W b h\)代表实际输出与(两倍)阻力流量的比值,当\(Q/W b h\)恒定时,实际输出\(Q_{\mathrm{Tot}}\)将遵循与阻力流量相同的规律。第二项(代表负压流量)由方程(6.13)给出。在几何相似条件下(\(b\propto D\)),压力流量与螺杆直径、压力梯度成正比,与通道深度立方成正比,但与熔体粘度成反比。因此输出损失与压力梯度成正比,但随通道深度增加而急剧上升,导致高背压下深螺杆输出相对较低(见图6.16)。粘度的影响在于:当背压升高时,低粘度熔体(如因熔体温度高或固有粘度低导致的尼龙或低分子量聚合物)的输出损失更大。对于假塑性熔体(第6.7节),还需考虑剪切速率的影响(如螺杆转速过高)。
本节后续将探讨不同螺杆几何结构下的纵向压力梯度,但通过引入无量纲输出指标\(Q/W b h\)可简化变量间的复杂影响。因此有必要分析\(Q/W b h\)与方程(6.13)中其他变量之间的关系。如前所述(第136页),正向压力梯度增大时,\(Q/W b h\) 值将从 \(_{1/2}\) 趋近于零;而负向压力梯度则对应 \(Q/W b h>1/2\) 的情况。方程(6.16)表明:在其他因素恒定时,\(Q/W b h\)的恒定值对应恒定的压力梯度。但将\(W\)代入方程(6.4)可得:
或对于常数 \(Q/W b h\)
因此,当\(Q/W b h\)和螺旋角\(\phi\)恒定时,压差变化率\(\mathbf{d}P/\mathbf{d}z\)将随粘度\(\pmb{\eta}_{\mathrm{:}}\)、螺杆直径\(D\)和转速\(N\)呈线性增加,但随通道深度\(h_{\ast}\)的平方呈反比下降。换言之,当\(Q/W b h\)保持恒定时,高粘度聚合物配合大直径或高速螺杆会导致压力梯度增大,而深螺杆则会显著降低压力梯度。因此温度升高导致粘度降低时,压力梯度随之减小;反之,式(6.16)中剪切速率\(\mathbf{\nabla}W/h\)增大则会使压力梯度增大。反之,在压力梯度恒定条件下,仅能通过调整方程(6.32)右侧因子来维持\(Q/W b h\)恒定。例如,若需比较同一螺杆在相同压力梯度下的性能,当粘度降低(因温度升高)时,可通过同步提升螺杆转速来补偿,从而在\(Q/W b h\)恒定状态下实现性能对比。熔体输送段的此类及其他运行特性将在第6.5节和第9章中讨论。前述分析基于压力梯度;螺杆末端压力的相关关系将在第6.5.1节阐述。
6.4.2 恒定深度螺杆
现推导恒定深度螺杆的纵向压力分布。通常情况下,螺杆全长范围内质量流量必须恒定。仅在添加剂注入、提取及某些多螺杆结构中存在例外。因此除因压力、温度或化学反应导致的密度变化外,熔体输送段的容积流量亦保持恒定。式(6.15)表明:对于恒速\(N\)、尺寸\(D\)和\(^b\)的螺杆中处于等温状态的牛顿流体,通道深度\(h\)与压力梯度\({\bf d}P/{\bf d}z\)存在唯一对应关系。因此在平行螺杆中(恒定\({\bf h}\)),熔体输送段全长范围内\({\bf d}P/{\bf d}z\)恒定且等于\(P/Z\)(式(6.19)),其中\(P\)为总压升,\(Z\)为熔体输送段的螺旋长度; \(Z=L/\sin\phi\)(式(6.1)),其中\(L\)为轴向长度。此时适用式(6.20),可重排为:
or:
where:
因此压力分布呈直线,如图6.9所示的轴向长度关系。图6.9中假设“凝固点”固定——修正方法参见第6.6节。随着模头压力的增加,\({\bf d}P/{\bf d}z\) 必须增大,而式(6.15)和(6.16)表明 \(Q\) 及 \(Q/W b h\) 必须减小。极限情况下,输出量 \(Q\) 和 \(Q/W b h\) 趋于零,经式子变形后可得:
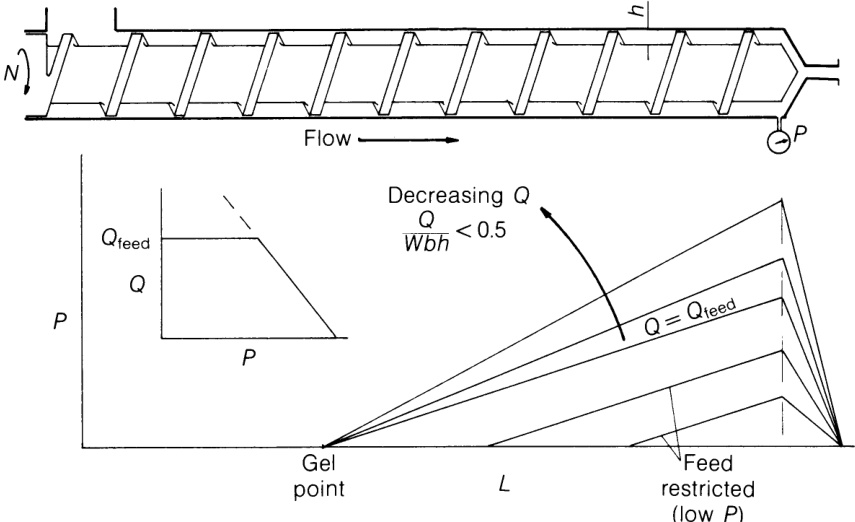
Figure 6.9 Pressure profiles: parallel screw.
(6.16) gives:
or:
该值代表该螺杆可提供的最大梯度和压力——但实际限制请参见第136页。若降低压力(例如通过打开模头),则\({\bf d}P/{\bf d}z\)将减小,输出量\(Q\)将增加。实际操作中,在模头压力降至零之前,其他因素往往会限制产量。最显著的是料斗和螺杆的固体物料进料与输送能力——该能力基本不受模头压力影响,将限制产量的进一步提升。当模头压力继续降低时,输出保持恒定,此时方程(6.20)只能通过减小\(Z\)来满足,因此\({\bf d}P/{\bf d}z\)保持恒定,但压力沿螺杆开始进一步上升,这表明至此螺杆仅部分填充——详见第166页。在低背压条件下,熔融主要依靠传导实现,螺杆输送的聚合物很可能尚未完全熔化。因此,当\(Q/W b h=1/2\)时,零压力梯度条件在恒定深度固料进料螺杆中难以实现。然而熔体进料螺杆(其有效长度从进料口前端开始,该处压力可开始上升)完全可能实现沿长度方向压力均匀递增或压力零变化的运行。若在加压条件下进料,当\(Q/W b h>1/2\)时,熔体进料螺杆也可能出现压力均匀下降的情况。复合螺杆中的恒定深度段同样具备上述特性;当\(Q/W b h=1/2\)时该段压力保持恒定的特性至关重要,尤其对具有平行(恒定深度)“计量段”的复合螺杆而言。实际输出限制将在第6.6节讨论。
6.4.3 双平行螺杆
双平行螺杆(或称阶梯式螺杆,常被称为“尼龙螺杆”)的优势将在第9.4节中探讨。假设两段螺杆的\(D,p,t,\phi,b\)等参数相似,则可分别将公式(6.20)应用于各段:
and
但根据连续性原理
and
附录B.3给出了一个替代方程,其中消除了\(P_{1}\)和\(P_{2}\)。对于平行螺杆,每个截面内的压力梯度将保持恒定,但两个截面通常存在差异。当模具压力满足\(Q/W b h_{2}=1/2\)时,\(P_{2}\)为零且\(P_{1}=P\),即总压力在第一段升高。若按常规设定\(h_{1}>h_{2}\),则\(Q/W b h_{1}<1/2\),表明第一段存在正压力梯度(如图6.10所示)。若此时增加模具压力,输出流量\(Q\)将减小(见公式(B.31)),此时\(Q/W b h_{2}\)与\(Q/W b h_{1}\)均小于\(_{1/2}\); 但始终满足 \(Q/W b h_{1}<Q/W b h_{2}\) \((Q\neq0)\) 。因此熔体输送段全程压力将上升,且在通道深度变化处压力梯度发生阶跃变化(压力本身无变化)。最终将达到使输出为零的模头压力,此时\(Q/W b h_{2}\)与\(Q/W b h_{1}\)亦归零,此即螺杆可达成的最大压力值。需注意:在常规深度比 \(h_{1}/h_{2}\) 下,\(Q/W b h_{1}\) 远小于 \(Q/W b h_{2}\); 然而方程(B.31)和(B.33)中的立方项占主导地位,除当\(Q/W b h_{2}\)值略小于\(1/2\)时,\({\bf d}P_{2}/\mathrm{d}z_{2}\)通常大于\({\bf d}P_{1}/{\bf d}z_{1}\)。压力梯度的相对大小在附录B.4中进一步分析,例如当\(h_{1}/h_{2}=3\)时,\({\bf d}P_{2}/ {\bf d}z_{2}>\) \(\mathbf{d}P_{1}/\mathbf{d}z_{1}\) 。当 \(Q/W b h_{1}\simeq0.15\) 且 \(Q/W b h_{2}<0.46\) 时,此关系成立。在此条件下,\({\bf d}P_{1}/ {\bf d}z_{1}\)仅比\(Q/W b h_{2}=0.5\) 时高出4%。这意味着除非第二段\(L_{2}\)极短,螺杆大部分增压过程发生在第二段; 然而当\(Q/W b h_{2}>1/2\)时情况不同。当模头压力降至低于\(Q/W b h_{2}=1/2\)对应值时,输出量增加导致\(Q/W b h_{2}>1/2\) 且\({\bf d}P_{2}/ {\bf d}z_{2}\)为负值,即第二段压力下降。但此时\(Q/W b h_{1}\)仍小于\(_{1/2}\),第一段压力上升。当螺杆末端压力为零时(即第一段压力上升与第二段压力下降完全抵消),可获得最大输出。此时熔融段存在前向流动阻力,且输出在一定程度上受熔体泵送段限制,因此可通过机械剪切实现熔化。因此阶梯式螺杆可在低压或零模压条件下稳定运行,尤其适用于高压缩比(大\(h_{1}/h_{2}\))或长行程比(大\(L_{2}/L_{1}\))工况。这种特性在模压阻力微弱或缺失的场合具有实用价值,例如厚壁管材挤压、型材挤压及流模成型工艺。实际上,第二螺杆段会形成相当于模具的阻力,熔体被以高于其自然泵送速率(当\(Q/W b h_{2}=1/2\)时)的速率强制通过该段。若进一步提升产量,将导致负模头压力——此时第一段的压力升幅不足以克服第二段的“阻力”,显然\(Q/W b h_{1}\)无法达到0.5的临界值。已有设计提出将第二段深度大于第一段的螺杆(\(h_{1}/h_{2}<1\));此时压力分布发生对调:高模头压力下,第一段压力快速上升而第二段上升缓慢;低模头压力下,第一段压力可能恒定为零甚至负值,而第二段压力上升至零或正值。
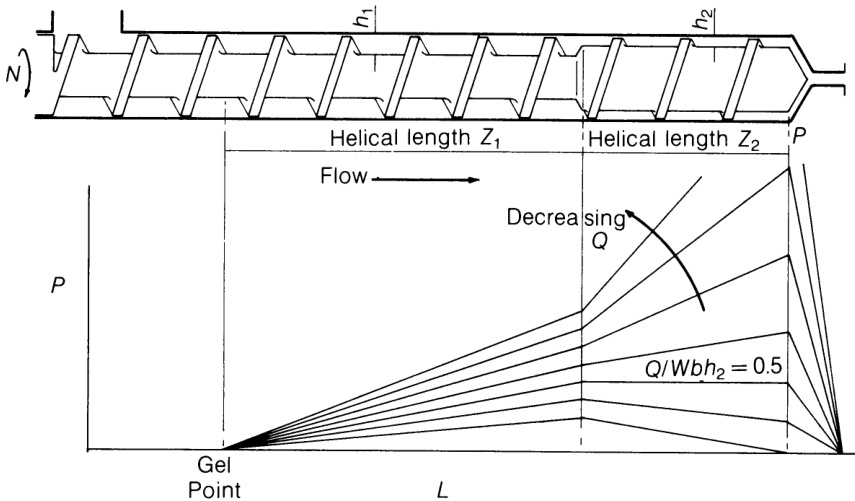
Figure 6.10 Pressure profiles: stepped screw.
6.4.4 渐变螺杆与渐变-平行螺杆
具有渐变锥度(\(h\)值连续减小)的螺杆也具有类似特征,其后段可带或不带无台阶过渡的平行段。此时假设螺道深度从升压起点处\(h_{1}\)开始,沿螺旋长度\(Z_{1}\)均匀减小至模头处或平行段起点处的\(h_{2}\),该平行段具有深度\(h_{2}\)和螺旋长度\(Z_{2}\)。需注意:若实际螺杆中压力上升起始点发生变化,则\(Z_{1}\)和\(h_{1}\)也将随之改变,但锥角\(\theta\)保持恒定。方程(6.15)可应用于第一段(锥形段)任意长度为\(\mathtt{d}z\)的小单元,经变形后可表示为:
在\(h=h_{1}\)(\(z=0\)处)与\(h=h_{2}\)(\(z=Z_{1}\)处)之间进行积分,需注意\(Q\)为常量,且对于恒定螺距螺杆,\(W\)和\(^b\)亦为常量。附录B.3中的详细推导表明,第一段压力升高\(P_{1}\)由下列公式给出:
方程(6.20)可重新排列并应用于并联段(如有):
结合式(6.43),需注意\(Q_{1}=Q_{2}\)且\(P=P_{1}+P_{2}\)
若 \(Q/W b h_{2}=1/2\) ,则方程(6.45)中的第二项为零(平行段内无压力升高),且由于 \(h_{2}/h_{1}<1\) ,方程(6.43)与(6.45)均得出 \(P_{1}\) 为正值。由于 \(h_{1}>h>h_{2}\),方程(6.42)的微分形式表明:在第一段所有点处 \({\bf d}P/{\bf d}z\) 均为正值,但当 \(h\rightarrow h_{2}\) 时趋近于零。为完整描述压力分布,需考察压力梯度的变化趋势。对式(6.42)求导得:
当 \(\mathsf{d}^{2}P/\mathsf{d}z^{2}=0\) 时,发生一个拐点,即:
因此,当 \(Q/W b h_{2}=1/2\) 时,压力分布如图 6.11 所示。但需注意,拐点的位置与 \(Q/W b h_{2}\) 的具体数值无关,只要后者大于 \(1/3\) 就会出现拐点。随着模头压力增大,螺杆全长各点的压力梯度\({\bf d}P/{\bf d}z\)均呈上升趋势,同时输出流量\(Q\)随之降低,导致各点\(Q/W b h\)值相应下降。在高模头压力下,当\(Q/W b h_{2}\)值小于\(1/3\)时,压力梯度沿锥形段持续增大,因此压力升高的主要贡献来自螺杆后段较平缓的部分。由于锥形段末端\(h\)无阶跃变化,\(Q/W b h\)与\({\bf d}P/{\bf d}z\)保持恒定,因此在所有模压条件下,平行段(若存在)的压力分布曲线均为该点处与锥形段曲线相切的直线。若平行段长度显著,则在高模头压力下该段将贡献主要压力升幅。此时输出/压力关系将类似于深度相同且长度略大于平行“计量段”的简单平行螺杆,即方程(6.45)中的第一项可忽略,而第二项中的\(Z_{2}\)将略有增加。若模压较低导致\(Q/W b h_{2}\)大于\(_{1/2}\),则压力将在锥形段末端及(若存在)平行段内下降。因此最大压力将出现在锥形段内某点,此时满足\(Q/W b h=1/2\)。该点与拐点位置\((Q/W b h=1/3)\)将随模压降低、产量增加而向进料端移动;锥形段前段承受的压力比例增大,在给定模压下对产量的决定作用更为显著。与阶梯式螺杆类似,最大输出量出现在零模具压力状态下。由于螺杆内部产生正压力,此类结构同样能在低压或零压模具条件下稳定运行。
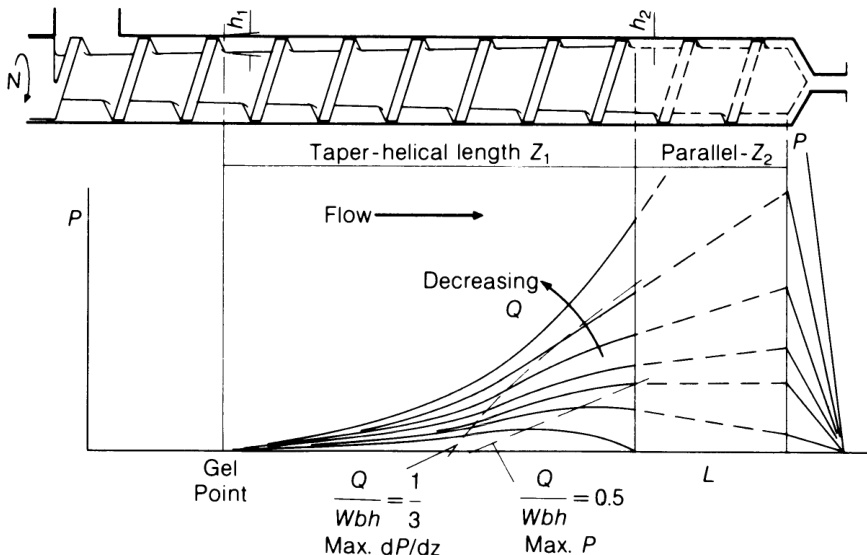
Figure 6.11 Pressure profiles: taper and taper-parallel screw.
一个工业实例说明了螺杆内部可能产生的压力高于模头,并揭示了\(Q/W b h\)比值在理解螺杆内部工况中的重要性。一台直径为 \(200\,\mathrm{mm}\,(8\,\mathrm{in})\) 的实料挤出机采用锥平行螺杆,螺距与直径均为 \((\phi=17^{\circ}36^{\prime})\),总长度为 24 倍直径,计量段深度为 \(5.59\,\mathrm{mm}\,(0.22\,\mathrm{in})\) 的计量段深度。在60转/分钟转速下,该设备对线性低密度聚乙烯的产量为1091千克/小时 (2400磅/小时)的LD聚乙烯,模头压力仅为13.8兆牛顿/平方米(2000磅/平方英寸)。由于熔体温度过高,造粒过程中出现故障,驱动电机容易过载。熔体密度约为\(760\,\mathbf{kg}\,\mathbf{m}^{-3}\) \((47.41\mathfrak{b}/\mathfrak{f t}^{3})\) ,计算得\(Q/W b h_{2}\)值为0.672,表明压力在平行计量段下降; 该值仅需螺杆尺寸、转速及输出功率即可推算——详见第137页。当在计量段中点安装压力表时,读数为\(55.2\,\mathrm{MNm}^{-2}\) \((80001\mathsf{b}/\mathsf{i n}^{2})\),表明计量段起始处压力为 \(96.6\,\mathbf{MNm}^{-2}\) \((14\;000\,16/\mathrm{in}^{2})\)。如图6.11所示,实际峰值压力将更高。当务之急是降低转速以减少剪切热和压力(参见式(6.44)及模头方程),同时提高料筒温度以降低功率输入和压力(分别通过降低粘度实现,参见式(8.9)和式(6.44))。虽然产量随之降低,但判断认为与其高速生产废品,不如低速持续生产合格产品,直至获得不同螺杆形状的螺杆!
部分学者(如Bernhardt, 1959)将\(Q/W b h=\) \(1/3\)视为某种最优设计。图6.11表明,对于锥形螺杆,该值既不代表最大产量也不代表最大压力,仅表示压力曲线中拐点的坐标位置及压力梯度的最大值。对于恒定深度螺旋,将方程(6.20)改写为方程(6.33)的形式,在将\(Z\)和\(Q\)视为常量的前提下对\(P\)关于\(\pmb{h}\)求导,可得:
and:
但当 \(Q/W b h=1/3\) 时,\({\sf d}P/{\sf d}h=0\),此时 \({\bf d}^{2}P/{\bf d}h^{2}\) 为负值,表明压力 \(P\) 达到最大值。因此,对应的(恒定)螺杆深度 \(h\) 将在给定输出值和转速下产生最大压力;通过比较方程 (B.32)、(B.39) 与 (6.33) 可知,在高压背压条件下,该结论对变深螺杆近似成立。然而,笔者认为此结论价值存疑,因为实际所需压力取决于所用模头类型,而产量则受能量、混合及稳定性等因素限制——这些将在第9章和第11章中详细讨论。
前文展示了多种常见螺杆的压力分布及其随产量和背压的变化规律。这些规律可推广至其他螺杆类型,但日益复杂的产量/压力方程更适合通过图形表示法求解。