4.4 混合
在低粘度燃料的高速流动中(雷诺数大于 2100),湍流会使气流迅速而紧密地混合。在层流中,动能效应可以忽略不计,而且正如第 3 章所述,相邻层之间会相对滑动,而不会发生相互渗透。 因此,一个位置和另一个位置之间的混合,最初可能具有不同的成分,但通过这种相对运动,部分材料从一个位置转移到另一个位置,从而使两个位置的材料趋于混合,达到更均匀的成分。 这就是所谓的分布式混合,其特征在于最初相邻的两个混合颗粒在混合过程中的分离程度。 混合过程中的分离程度。图 4.3 展示了一小块材料在一个方向上受到均匀的简单 图 4.3 显示了在一个方向上受到均匀简单剪切力作用的小材料元件。 时相邻的点,如果它们在剪切方向上的速度为分别为 \(w\) 和 \(w+\mathbf{d}w\) ,则它们在时间 \(t_{0}\) 时的相对运动为 \(w+\mathbf{d}w\) 。 时的相对运动为 \(t_{0}+\mathrm{d}t\):
总剪切应变为:
如果剪应力是均匀的,那么层间 2dy 的相对运动将是均匀的:
则剪切应变为:
因此,总剪切应变显然是衡量混合程度的一个适当指标、同时考虑到颗粒的相对运动和初始分离粒子的相对运动和初始分离。如公式 (4.18) 和 (4.20) 所示,总剪切应变由剪切速率和剪切时间的乘积给出。 应变由剪切速率和作用时间的乘积给出作用时间的乘积:
如果运动方向不止一个,那么任何位置的剪切应变都是作用时间乘以(局部)剪切速率的矢量和。 这种质量传递机制不仅能促进成分的均匀性,还能促进温度的均匀性,有助于热传导或热扩散的热机制。 然而,在挤出机螺杆通道中,流速主要是平行于机筒圆柱表面的,而传导主要是径向的;前者促进了端到端和侧到侧的均匀性,而后者则有助于径向的温度均匀性。 通道两侧是个例外(图 6.7),那里的连续性要求一定程度的径向流动 [1].
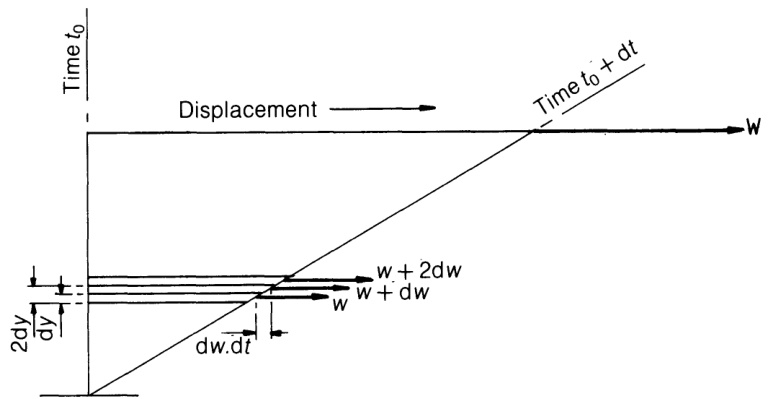
图 4.3 剪切流中的分布混合
上述分析针对的是在有限(剪切)应力作用下连续变形的固体燃料。如果存在固体颗粒,如填料或颜料、 在应力作用下会发生初始弹性变形、并在消除应力后恢复原来的尺寸。为了实现要实现具有有限屈服应力的固体或 Bingham 流体的混合,就必须要实现具有有限屈服应力的固体或 Bingham 流体的混合,就必须在分配混合之前超过该应力并导致永久变形或 断裂,然后才能发生分散混合。
这种分散在单螺杆挤出机中,通常无法达到这个最小值,除非可能在螺棱间隙上达到这个最小值,而且只能在很短的时间间隔内达到,并且不能在挤出物中均匀分布。 与此相反,在双螺杆挤压机中,两个螺杆之间的间隙代表了较大的剪切区域,流道确保总质量的较大比例受到剪切;应力水平取决于间隙的宽度,在机器的长度方向上以及在不同类型和设计的机器之间可能会有很大的差异。