2.1 成型过程及要求
2.1.1 实体型材
第一种成型工艺是实心型材,例如棒材、带材、型材和断面。 这些材料用于后续加工、垫片、结构型材(角钢、槽钢等)、雨水槽、窗帘轨道、照明扩散器和许多其他用途。 成型主要通过熔模进行,其中最重要的是均匀的流速和均匀的熔模膨胀(弹性恢复)。 这涉及到均匀的熔体和金属温度,以及对土地长度和剪切历史的控制。如果有拉丝,拉丝量通常不超过减小模头膨胀的程度,冷却通常在空气或水浴中进行,同时在带式输送机或辊子上支撑。上浆通常只是为了精细控制形状或尺寸,经常被省略。 聚合物中的弹性记忆和模头中的流动模式可能会导致扭曲或纵向卷曲,如果试图通过导向或拉力而不是通过纠正原因来消除这些扭曲或卷曲,通常会扭曲形状和/或尺寸,或产生残余应力,在使用中可能会导致变形。 除了小而简单的部分(如果有弹性,可以卷绕),这些产品通常以切割后的直线长度储存和运输。
2.1.2 空心型材
这些产品包括圆管和管材、用于货架和轻型家具的方管,以及复杂的空心型材(如窗框),在某些情况下还包括在挤出过程中进行护套的金属型材(图 2.1)。 管材的应用领域包括医疗、食品、化工、液压、输气和输水、排污和排水,以及导管和套管,例如用于电线和电话电缆的导管和套管。 尺寸范围从直径小于 lmm 的医用管到直径 600mm 的供水和排水管。形成内部形状的模芯或心轴可以支撑在分流的 “蜘蛛 “上,也可以支撑在十字头或侧入模的后部。 需要注意的是,这也会由于芯模上聚合物的阻力而产生推力。复杂断面在实现均匀流动和避免非均匀弹性应变和热收缩引起的变形方面存在困难。在这种情况下,与开放式断面一样,为控制模头膨胀,拉伸将达到最低限度。 然而,对于对称截面,尤其是圆管,缩径不会使截面变形,反而会减小直径和厚度。这种方法通常用于小直径管材,可以获得阻力更小、产量更高的大直径管材。冷却过程中的定径几乎是通用的,可以固定内径或外径。 然后,(熔化)模头的尺寸以及产量和牵引率之间的关系决定了最终厚度,进而决定了其他(外部或内部)直径。计量和滑动密封(如一次性软膏剂和啤酒泵)需要精确的内径,而在压缩和溶剂连接中与注塑配件一起使用时则需要精确的外径。在较大的压力管道(如输气和输水)中,内表面光洁度对于最大限度地减少裂纹的产生以及在化学应用中减少环境应力开裂也很重要。在这两种情况下,都应尽量减少管道中的残余应力。对于大型管材,例如直径超过 300 毫米的管材,除非使用大型挤出机,否则挤出过程中的线速度往往较低,因此管材的热降解时间较长。如果通过缩短模头长度来尽量减少热降解,例如在使用 UPVC 时,横截面的快速变化会导致残余应力过大、模头过度膨胀和聚合物横向取向,而不是正常的纵向取向,尤其是在挤出温度较低时。定径可以通过一块或多块定径板进行,也可以通过对润滑定径管的内部压力(通过模头)进行,还可以通过多孔或穿孔定径管上的外部真空进行。由于定径必须伴随冷却,前者通常在产品浸没在水浴中时进行。在可能的情况下,管子的卷曲长度为 30 米或更长,以减少后续的连接。大型硬管可根据运输设备的情况切割成最长 20 米的直管。
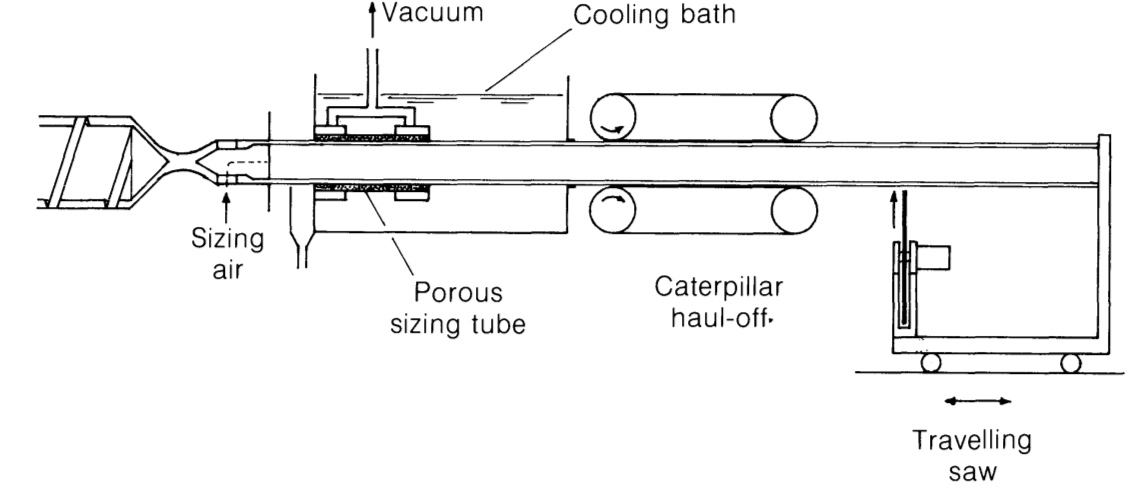
图 2.1 管材挤出
第 5 章将讨论如何调整模头,以实现管材的同心度和均匀壁厚。这种调整只能用于精细控制,因为圆周方向的大幅变化,例如模头间隙或焊盘长度的变化,很可能导致非轴向流动和非均匀膨胀,还可能导致模头心轴上的横向压力差,从而使模头变形,导致调整失效。在这种情况下,应纠正挤出机产生的不均匀流动或粘度的原因。与用于扁平片材模头的扼流条(第 83 页)一样,也可在模头唇口之前使用具有窄环形间隙的限流环,以消除模头或适配器设计中固有的不均匀流动。模头中的低速可获得良好的表面光洁度和较低的残余应变(和膨胀)。由此产生的低阻力允许使用长模唇,这也能促进良好的表面光洁度和低膨胀;即便如此,压力可能过低,无法在挤出机中充分熔化和混合,因此可以添加筛网组来增加背压。
波纹管可在生产线上通过定型操作生产,定型操作可在定型之后或在冷却过程中进行。加固管的挤出方法可以是将加固材料穿过模头并在其周围挤出(如钢丝包覆),也可以是将加固材料编织或缠绕到冷却的内衬管上。然后可以在组件上包裹或挤出更多的聚合物(可能是不同成分的聚合物)。前一种综合工艺利用模头压力迫使聚合物与加固材料紧密接触,但对加固材料的类型和排列以及不同聚合物层的使用有一定限制。
2.1.3 电缆涂敷
在电线包覆(包括电绝缘和用于保护的电缆护套)中,电线或绝缘线芯组件由牵引机牵引通过模头(通常为十字头类型)(图 2.2),聚合物在模头压力的作用下绕着电线旋转,并在离开模唇之前与电线紧密接触。聚合物涂层由金属丝牵引,涂层厚度取决于聚合物流速和金属丝速度之间的平衡。 典型的 “单体 “可能由直径 0.45 毫米的铜导体和 0.22 毫米厚的 LD 聚乙烯绝缘层组成,据报道,挤出速度超过 1500 米/分钟。一个限制因素是导体中的张力,这可能会导致冷拉伸和精度下降;另一个限制因素是聚合物的熔体断裂,这会导致表面粗糙或变形,外观不佳,在后续工艺(如线圈绕制)中容易出现问题。 对于细线来说,高速拉丝可获得合理的质量流率;为了抵消由此产生的高模头压力,通常要尽量缩短模头的长度,并允许模头有更大的膨胀。需要注意的是,聚合物中的剪切条件与实心棒挤出中的剪切条件不同,因为内表面与导体一起运动,会产生额外的阻力流,与简单毛细管中的压力流不同。
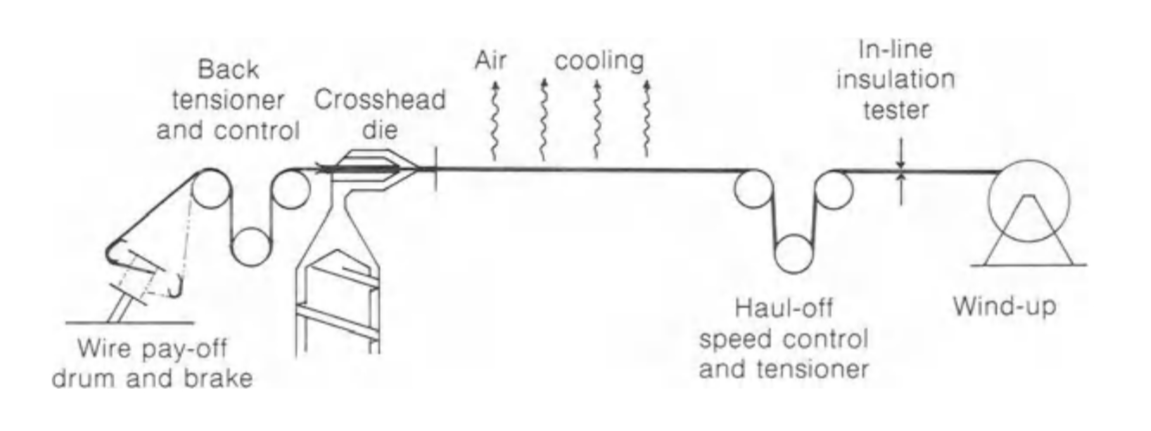
图 2.2 电缆涂敷
冷却通常是在空气中进行的,有时也会在一个气泡中进行,但水浴也被用于最高的速度。在高速运转时,相对于挤出速度的牵引速度对绝缘厚度尤为重要,绝缘厚度必须是最小的,以保证经济性和后续铺层或卷绕的均匀性。放线卷筒与牵引和收线各部件之间的相对速度和/或张力对平稳运行非常重要,在启动加速时必须保持。
绝缘层的连续性显然是至关重要的,但在许多情况下,与电线的粘附性也很重要,这样可以减少高压交流应用中电晕放电和非电气应用中湿气侵入造成的击穿,聚合物在这些应用中提供了防腐保护。因此,在海底电话电缆中,15 毫米的导体可能会覆盖 25 毫米厚的低密度聚乙烯(以尽量减少信号损失),挤出速度会相对较慢,并分阶段进行水冷却,有时会使用程序温度,以尽量减少绝缘层内的温度和收缩差,并保持与线芯的粘附性。对于如此厚的绝缘层或护套,牵引张力并不重要,但牵引速度将决定绝缘层的厚度,而且恒定的速度对避免出现表面肿块至关重要。 除了外观和性能方面的问题外,这些问题很可能会对搬运和后续操作(如铠装)造成损害。
2.1.4 片材
扁平片材挤出(主要是 UPVC、ABS 和聚苯乙烯)与实心型材挤出基本相似;但是,由于经常需要 1 至 2 米的宽度,聚合物熔体在模头上的均匀分布和模头的机械刚性成为主要问题。 第 5 章考虑了均匀流动的设计,但应注意的是,每个模唇仅 0.1 毫米的偏差就会导致标称 1 毫米板材厚度约 20% 的变化。 如果使用简单的鱼尾模,发散角很小,基本上是轴向流动,那么对于宽幅板材来说,模头就会很大,聚合物的停留时间(再降解)就会很长,承受聚合物压力和容易变形的模头面积就会很大。 此外,还很难保持模头温度均匀,也无法确保流动均匀。在共槽或多歧管模头中,聚合物先在一个相对较宽的通道中横向流动,然后再通过一个较短的细通道沿轴向流向模唇,这种模头结构更紧凑,停留时间更短,受压面积更小。 均匀加热仍然很困难。通常使用可调节的模唇和固定或可调节的限流杆来控制局部流速和厚度,但由于模头的膨胀和收缩效应,以及无源模头中的大量热滞后,这些调节都很繁琐,而且相互影响的方式也很复杂。因此,模头入口处聚合物温度和粘度的均匀性和恒定性对良好的分配至关重要。
笔者记得,一台 150 毫米的挤出机将聚丙烯喂入一个宽约 400 毫米、带有多股模头板的鱼尾模头。当多股聚丙烯以均匀的速度被牵引出来时,发现外侧多股聚丙烯的直径明显大于中间多股聚丙烯的直径。这与通常的经验相反,在通常情况下,流向两端的较长流道会造成较大的阻力和较低的流速。 结果发现,大颗粒的熔体流动率(粘度较低;见第 3.5 节)比中心的小颗粒高。得出的结论是,离开挤出机的熔体在外径处的温度比在中心处的温度高,再加上停留时间较长,导致降解更严重,最终粘度更低。
温度和降解对粘度的综合影响超过了更大的模头阻力,导致流向外螺纹的流量增大。如第 11.1 节所述,输出或其他操作条件的任何变化都可能改变螺杆的空间温度分布,因此通过调整模头进行校正仅适用于一种聚合物和一组条件。 为了提高表面光洁度和减少膨胀趋势,模头的焊盘长度通常较大。可改变整个模头的焊盘长度,以补偿歧管中不同路径长度造成的压力差异;由于膨胀率与焊盘长度的曲线形状(图 2.3),与小焊盘长度相比,这种焊盘长度变化造成的模头膨胀变化较小。板材通常会从压模中抽出,导致厚度的减少大于宽度的减少,这在一定程度上抵消了厚度的空间变化和压模处的膨胀(由于剪切历史的变化)。 然而,由于宽度的缩减主要是在边缘,这些边缘往往呈球状,比板材的其他部分厚,因此经常被修剪掉。远离边缘的横向限制阻止了厚度变化的消除,如果拉伸太小(慢速牵引),板材中挤出速度快的部分会产生波纹,以适应其余部分较低的线速度。 挤出机流速的时间变化当然会导致成品板材厚度的波动,尽管有牵引力的影响。因此,与挤出机输出有关的牵引速度对于确定平均厚度以及在一定程度上确定厚度变化非常重要。冷却可采用空气冷却,对于薄板,可在带式输送机上进行单侧冷却;对于厚板,可在辊子上进行双侧冷却。
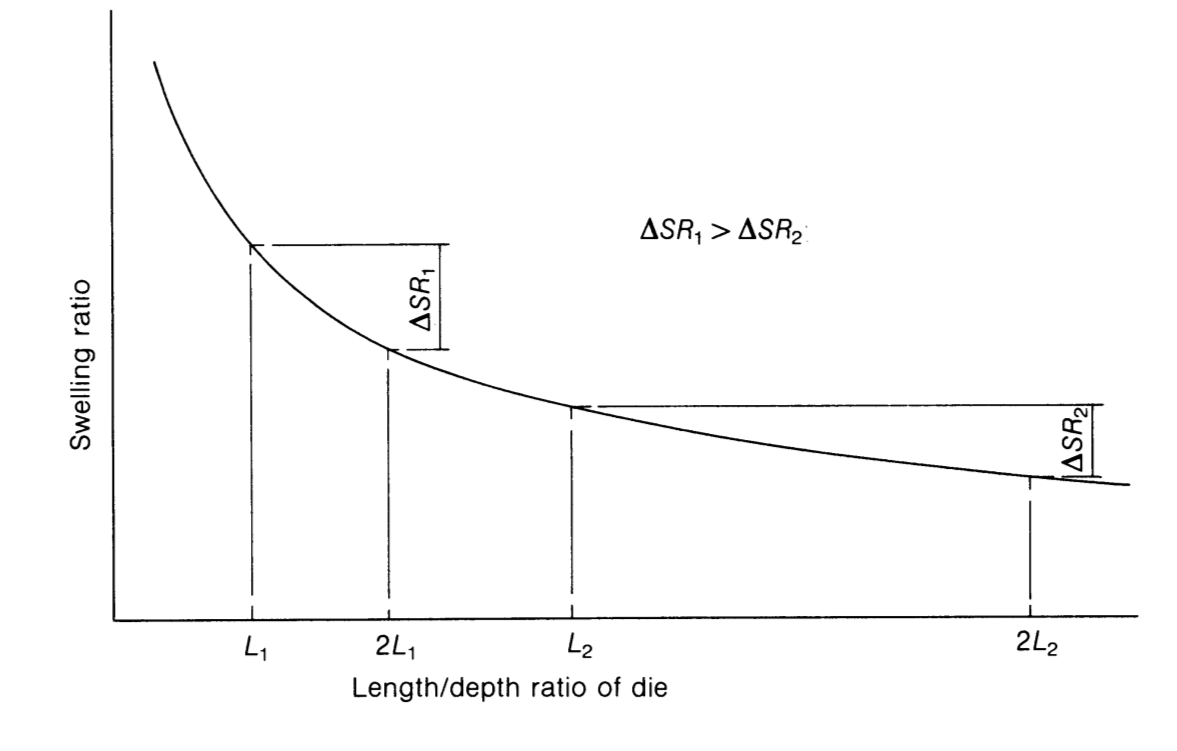
图 2.3
冷却方式也可以是水浴或通过水冷滚筒或滚筒之间的冷却。 这些挤出机的表面可以是抛光的、无光泽的或有花纹的,以使塑料板具有相应的表面光洁度,也可以是异形的,使其具有纵向波纹,或者是叶形的,使其具有横向波纹。
不同聚合物、等级或颜色的多层板材可以通过共挤方式生产,即从不同的挤出机通过共挤模头或通过不同的模头进行共挤,然后在轧辊之间将卷材层压在一起。在后一种情况下,表面温度以及无缺陷和降解对于实现良好的层间粘合和无气泡等非常重要。 在前一种情况下,流体交汇处需要类似的粘度和速度,以及流线型的流道和模头出口前足够的压力,以获得良好的粘附性,避免层间相互渗透。片材挤出也可以构成真空成型产品连续设备的第一阶段,但挤出片材通常需要冷却和再加热,以便为真空成型操作提供精确的温度控制。
2.1.5 平膜
几乎所有热塑性塑料的平膜挤出在许多方面都与片材挤出相似,但由于模头的机械变形造成的厚度变化更为重要,因为给定的模头绝对变形量在较薄的片材上所占的比例更大,而且模头阻力的增加会导致压力升高。 为了获得类似的质量输出,还需要更高的速度,而这个问题通常可以通过使用 10:1 或更高的厚度拉伸比来解决,这样可以获得更宽的模头间隙(例如 0.5 毫米)、更低的模头速度和压力,以及更高的厚度公差百分比。 更薄的薄膜也更柔韧,因此模唇和牵引/冷却之间的无支撑间隙也必须大大缩小(20-50 毫米)。通常情况下,可以通过调整模头使挤出的薄膜直接进入驱动和冷却的 “冷却 “辊的上表面(图 2.4)。
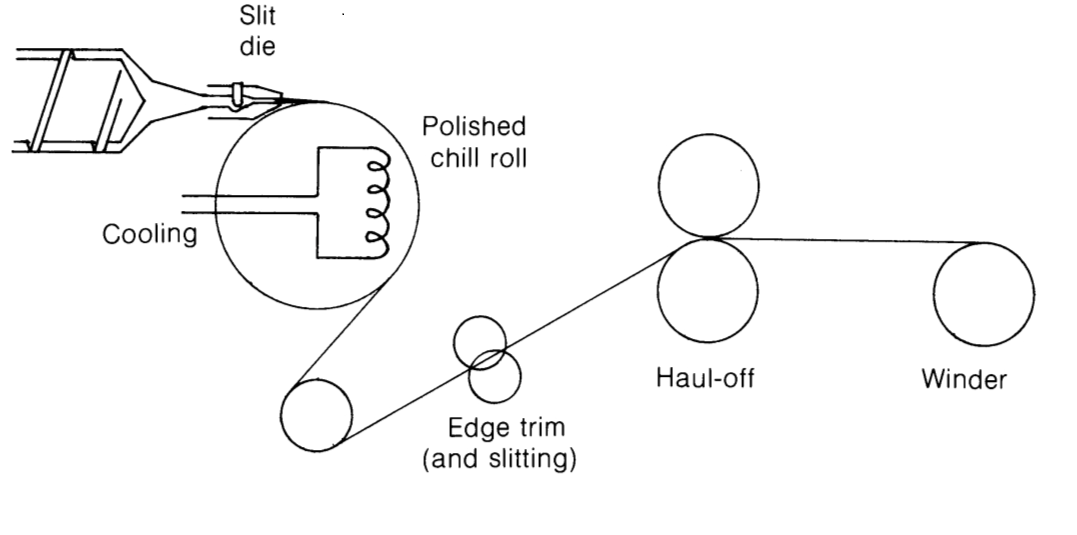
图 2.4 挤出平膜流延
与轧辊抛光表面接触冷却可使薄膜具有良好的下表面,而上表面在空气中冷却时会松弛。辊子通过表面摩擦力形成牵引力,其速度可控制拉伸和最终薄膜厚度。短距离内的高牵引力要求熔体具有较高的断裂伸长率,因此熔体温度通常较高。 由于许多薄膜是用半结晶聚合物制造的,快速冷却往往会抑制结晶。这有利于提高冷却薄膜的伸长率,便于后续的拉伸/定向工艺。对于结晶速度相当慢的聚合物,如低密度聚乙烯,这将导致在基本无定形的基体中产生小的球状颗粒,与管状工艺生产的结晶薄膜相比,这种薄膜透明度高,但刚度低。 另一种工艺是将冷却后的薄膜垂直向下挤入水中,并用滚筒牵引(图 2.5)。
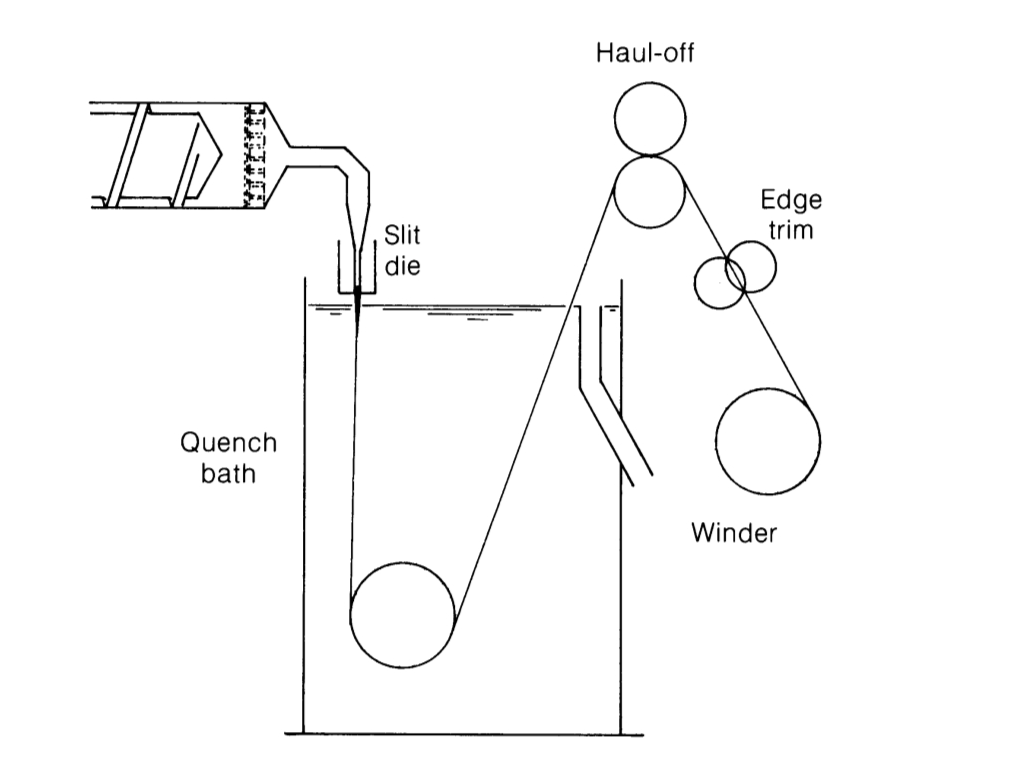
图 2.5 挤出平膜浸水槽
通过使冷却液表面紧贴模唇,可快速降水和冷却,效果与冷辊工艺类似。因此,水位和温度控制影响透明度和挺度,而牵引速度则控制厚度。快速拉伸可能有助于稳定性,但均匀的挤出速度和无机械振动(影响水面)也至关重要。 均匀和恒定的熔体温度不仅有助于模头内的均匀流动,还有助于均匀拉伸,两者都会影响最终厚度的变化。由于薄膜模头很容易被聚合物中的固体物质堵塞或损坏,因此通常会使用精细过滤包,从而进一步增加挤出机的背压。值得注意的是,高分子量聚合物的 “凝胶 “具有明显的弹性,在通过过滤器和模头时往往会拉长,然后恢复形状,导致成品薄膜出现 “鱼眼 “等现象。 如果无法消除这些缺陷,明智的做法可能是使用明显小于模头间隙的滤网,将通过的凝胶打碎,使其不易产生明显的表面缺陷,或者使用带反冲的连续更换滤网,在滤网上的压降增大到足以迫使凝胶通过之前,将凝胶去除。
多层平膜的制作方法与片材类似,但由于光学性能更为重要,因此消除界面缺陷就显得更为重要。随后在包装机械中的处理使粘附性变得更加重要,特别是当一个坚固或坚硬的部件为另一层提供机械支撑时,另一层主要提供耐化学性或阻隔性。当两种或两种以上的成分在模头中结合在一起时,层厚度的减小也使得流动性和粘度匹配变得更加重要。 冷轧工艺还广泛用于在纸张或纺织品基材上熔融挤出薄膜,以形成支撑涂层。基材在辊子上通过,薄膜在其上面挤出,可使用或不使用第二辊来提高薄膜的渗透性和表面光洁度。这种表面涂层可能只有几微米厚,因此可能需要很高的熔融温度(例如 LDPE 的熔融温度超过 300°C)才能使这种聚合物薄膜具有低粘度和均匀的厚度。
2.1.6 胶带
用于录音和录像、包装捆扎等的胶带,特别是聚丙烯和 PETP 聚丙烯和 PETP 的胶带通常在纵向高度定向。方向高度定向。最初的胶带最大尺寸为 40 x 1.5 毫米,是在水浴中通过垂直挤出制成的。与平膜一样,在水浴中进行垂直挤出,但收缩量有限。水 水温保持在较低水平,表面与模头的距离最小为 5 毫米。 5 毫米,以便快速冷却和降低结晶度。然后将胶带重新加热到 然后将胶带重新加热到远低于结晶熔点的温度,并以 10:1 或更大,以产生高度的单轴取向。
然后将胶带 热定型”,即在拉力作用下加热到稍高的温度,使其在定向状态下结晶,并在拉力作用下保持拉伸状态。在取向状态下结晶,然后冷却。初始结晶度低 断裂伸长率高,可充分拉伸取向,模量低,可降低拉伸所需的张力。模量低,从而降低了在高应变速率下拉伸所需的张力,并降低了逆转(失定向)趋势。热定型前的还原(失定向)倾向较小。显然 挤出时的熔融温度必须足够高,以消除进料中存在的结晶性。 但又要足够低,以便在整个相对较厚的初始带材中快速冷却。相对较厚的初始胶带。为了获得稳定的性能,必须严格控制熔体和水浴 温度必须严格控制,同时要保证尺寸的一致性、 挤出速度和牵引速度必须保持一定的比例。
2.1.7 化纤
纤维和单丝广泛使用聚丙烯、尼龙 66 和 PETP 进行挤出。在较细的规格中,通常是垂直向下挤入水中或逆流空气中,并有相当程度的下垂。多孔纺纱器被用作模头,通常紧接着是分级砂或多孔金属过滤包(图 2.6)。为了获得合理的质量输出,挤出速度很高,因此通过过滤包和旋片的压降也很高。然而,当过滤组件在运行过程中堵塞时,其压降会增加,这通常会导致挤出机产量下降;但为了保持牵引力和性能,并尽量减少张力(张力会破坏螺纹线),产量必须与牵引和收卷设备保持密切同步,而调整挤出机螺杆或收卷机的速度都很难做到这一点。因此,挤出机通常被用作熔体源,然后由齿轮泵计量,其输出对背压不敏感。这表明需要较高且恒定的熔体温度,以尽量减少粘度和压降(对于细螺纹来说,冷却并不是一个限制因素),并且输出随压力的微小变化而快速变化(见附录 B.5)。相反,如果挤出机直接给纺丝机喂料,则输出应随压力变化很小,速度控制必须精确但易于调节。
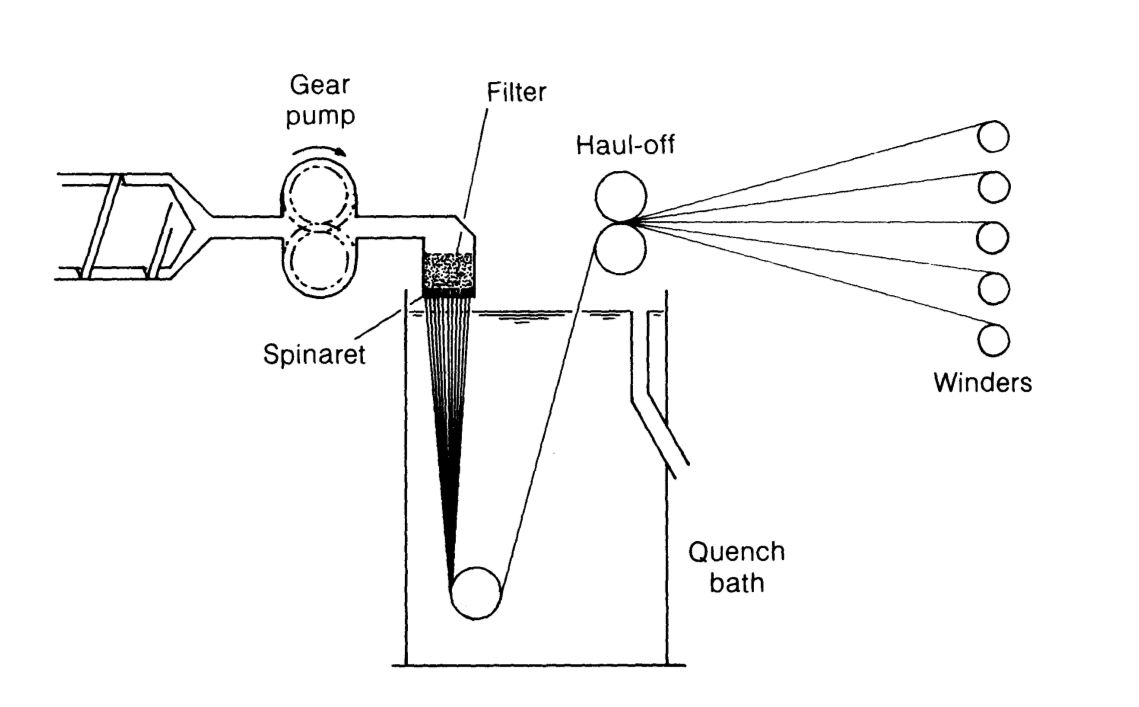
图 2.6 纤维的熔融纺丝
通过重新加热和牵引对纤维进行定向的线速度通常比熔融纺丝的线速度高得多,因此通常是单独的生产线外操作。
2.1.8 网布和网孔
除了用长丝或带子改编传统的编织和针织工艺外,还可以用几种熔融工艺制作网布。 最常见的可能是使用一种环形模头,其中的外部元件和心轴可以相对旋转或摆动。每个元件都包含许多纵向或螺旋形凹槽,从而产生一系列股。当其中一个或两个元件旋转时,当两半元件上的凹槽重合时,就会产生形成网状的焊缝。另一种已获专利的方法(布里斯顿,1974 年)是将挤出的薄片放在带槽的辊子之间,然后拉伸凹陷的薄片,使薄片断裂并形成网状,这种方法能够经济地生产出比摆动模更细的网状物。
2.1.9 管状薄膜(吹膜)
除了前面介绍的平膜生产工艺外,还可以用管状工艺生产薄膜,特别是用低密度和高密度聚乙烯、聚丙烯和 PETP 生产薄膜。 在线式或十字头式环形模具可形成直径为 50 毫米至 2 米、厚度为 0.2 毫米至 1.0 毫米的薄管。 通过模具中心或牵引辊之间的扁平管吹入空气使其膨胀。吹入的管子由环绕管子的环形圈中的高速空气冷却和凝固,环形圈离模具有一段距离;管子由会聚的导板或辊组压平,并进入一对驱动的牵引压辊(图 2.7)。 它可以直接以平放管的形式缠绕,也可以在两侧开缝并缠绕成两个平卷,或者,特别是对于 2-15 米宽的最宽胶片,只在一侧开缝,这样在使用时就可以打开整个圆周,但由于折叠的缘故,中心线清晰可见。 挤出通常是垂直向上的,这样可以避免吹管受到浮力的影响,也可以将沉重的挤出机和收卷装置安装在地面上,方便原材料和成品的搬运。在小型工厂中,挤出机通常是垂直的,并配有内嵌式模头,两者都不断摆动,以分散厚度上的任何不规则。 厚度变化可通过调整灵活的外模唇来减小;吹气是否会加剧或减小厚度变化取决于冷却条件。如果挤出机是水平的,使用十字头模头比较方便,但为了改善聚合物在模头的分布,有时可以通过一个直径较小的简单弯管将在线模头与挤出机连接起来,也可以使用螺旋绞龙模头。 吹塑管直径/模头直径之比(吹塑比)通常为 1.5:1 至 6:1,典型值为 3:1;由于气泡在横向和纵向上都被拉伸,厚度减少约为 10:1,对应的吹塑比为 3.3:1。吹胀比是内部气压产生的箍应力与气环冷却导致的张力粘度增加之间的平衡;如果后者非常有效,吹胀管的直径就会接近气环的直径,否则它可能会继续膨胀,但控制不那么稳定。 由于该工艺本质上是熔体成型,通常不会产生什么取向;但是,如果牵引速度提高到超过避免吹管下垂所需的速度,则可能会产生一定程度的纵向取向。由于模头和气环之间的吹塑距离(冷冻线高度)较大,冷却速度相对较慢,低密度聚乙烯薄膜的结晶度将高于冷轧或水浴流延薄膜,并随冷冻线高度的增加而增加。这通常会使薄膜更结实、更硬,但透明度比冷轧膜差。 然而,较慢的冷却速度会使源自模头的表面缺陷(如模纹)有更多的时间松弛,因此,要获得最佳的光学特性,就必须在冻结线高度上做出妥协。在冻结线高度固定的情况下,增加产出率、提高熔体温度和降低吹塑比都会导致冷却速度减慢和结晶度增加–在最后一种情况下,厚度增加也会延迟冷却。高密度聚乙烯和 UPVC 薄膜的结晶速度分别比低密度聚乙烯快得多和慢得多。 因此,结晶度和薄膜特性受这些变量的影响要小得多。
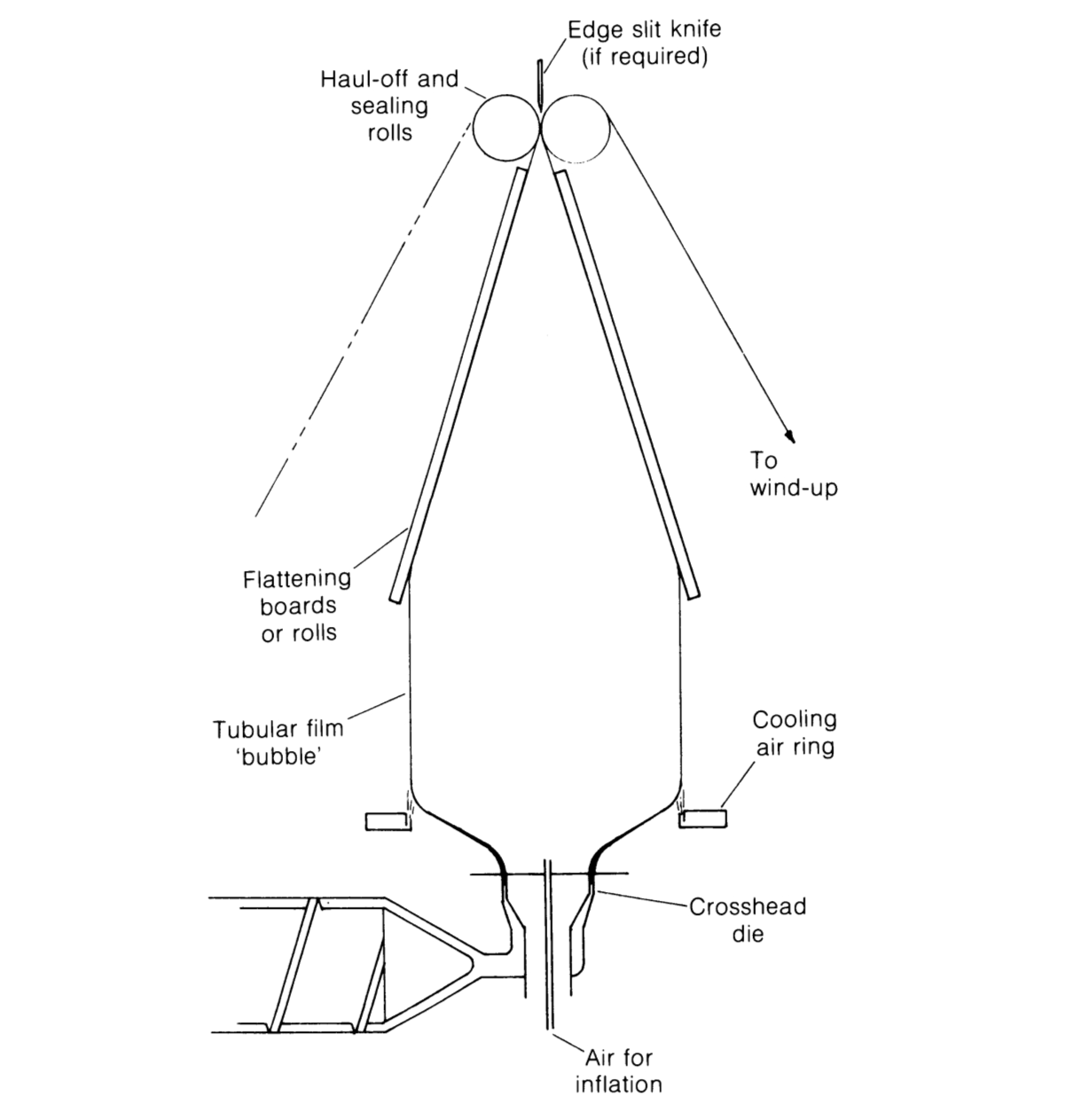
图 2.7 管状薄膜
如果需要定向薄膜,可以从冷冻薄膜或吹塑薄膜在线外加工,或者与胶带和纤维类似,从 “浇铸 “管在线内加工。后者可以垂直向上挤出,也可以向下挤入水中,无需吹气(直径增加)和有限的纵向拉伸,但要快速冷却以抑制结晶。为了改善温度控制,管子在低于熔融温度时再加热和吹气,以产生平衡或不平衡的取向,这取决于牵引率,以及宽度的增加和厚度的减少。 显然,管状薄膜要求在挤出机中完全熔化和均匀化,没有污垢或凝胶,挤出速度非常稳定,以避免厚度变化和表面波纹。对于吹塑薄膜来说,熔体温度必须足够高,以达到所需的吹塑率,而对于用于定向的铸管来说,则需要在快速冷却和避免流动及表面缺陷之间进行折衷。为了达到经济的质量流量,线性挤压速度必须高,而提高熔体温度将提高熔体断裂的临界速度,并使表面缺陷更快消失。 通常需要较长的模口,以实现均匀的厚度、良好的表面光洁度和消除 “蜘蛛 “线。这些因素,再加上高输出率和窄模具间隙,导致模头压力很高,通常在 40-50 MPa左右。
2.1.10 发泡
螺杆挤出机的附带功能之一是将热塑性泡沫加工成前面提到的大多数形式。这可以通过在进料中混合一定比例的固体发泡剂来实现,固体发泡剂在挤出机内的温度下通常会分解成氮气和二氧化碳。由于压力较高,这些气体保持在溶液中或以小气泡的形式存在,直到模头出口处压力降低时才发生发泡。孔隙大小和分布取决于成核点的数量和分布,有时可通过少量未分解的发泡剂来实现。另一种方法是将液体发泡剂注入挤出机的熔体部分,然后在整个熔体中分布。尽管温度升高,机器中的压力仍可使发泡剂保持液态,直至其挥发,并随着模头压力的降低而使产品发泡。发泡需要相当恒定的输出,以控制产品密度,尤其是独立计量的液体注射,在这种情况下还需要混合熔体。需要密切控制最终熔体和料筒的温度,以便在螺杆的正确位置实现发泡剂的正确分解程度。压力不需要严密控制,但如果产量变化,压力必须保持在预定范围内。