2.2 其它应用及要求
螺杆挤出机具有许多有用的功能,但这些功能并不直接 产生可销售的产品,尽管在某些情况下这些可能会与前面的过程整合。
2.2.1 混炼
其中最常见的是稳定剂、抗氧化剂、填料、增塑剂、润滑剂、颜料和其他添加剂的混炼。第 9.1.5、10.3.4、10.4.5 和 11.1 节将对此作进一步讨论;这里将概述一般考虑因素。作为一种连续生产工艺,产品的长期一致性 尽管挤出机可提供一定程度的端对端混合,但熔体的平均停留时间仅为 10 秒左右,即相对于每小时的吞吐量而言,滞留容积很小,因此挤出机只能在滞留容积范围内进行混合,并均匀地消除变化。 如第 6.2 节所示,单螺杆挤出机通道中的分布式混合是由以下原因造成的 如第 6.2 节所示,单螺杆挤出机通道内的分布式混合是由横向通道的流动分量和 也会随着背压的增加而在下流通道方向发生,以及在 螺杆上的任何装置或模具前的任何装置都会专门用于增加混合。以及附在螺杆上或模头之前的任何专门用于增加混合的装置。这些装置通常会对螺杆施加背压,因此 混合效果的改善部分发生在螺杆内部,仅通过增加背压就能实现。 只需通过筛分包增加背压即可实现。螺杆通道内的剪切应力 螺杆通道内的剪切应力通常小于使颗粒溶胶团块破裂所需的剪切应力。包括颜料在内的颗粒状固体团聚所需的剪切应力,因此在螺道内几乎不会发生分散混合。 因此通道内几乎不会发生分散混合。在飞行间隙中,剪切速率和应力 大约比通道中大两个数量级,因此很容易发生分散。因此很容易发生分散。然而,如第 6.3 节所示,每转的泄漏流量 通常只占总流量的百分之几。即使熔体的每一部分只通过一次间隙,也不可能在整个长度范围内的每一部分都会出现这种情况。而且,即使每部分熔体只通过一次间隙,在通常的熔体段长度内,每部分熔体也不太可能出现这种情况。 事实上 泄漏流在通道流中重新分布,后期的泄漏流是从通道流中随机抽取的。 因此,一些聚合物会被剪切两次或多次,而其他部分则不会。此外,对于直径 100 毫米的螺杆,间隙通常只有 0.10-0.15 毫米,因此较大的固体颗粒不太可能进入间隙。 此外,剪切时间非常短,在 1 转/分的情况下仅为 0.1 秒。相比之下,双螺杆挤出机中的分布式和分散式混合主要是在螺杆之间的间隙中进行的,因此在整个挤出机中的分布更加均匀。 此外,还经常在中间位置引入混合段,以进一步提高均匀性。
专利设计的 “分离型 “螺杆以及和 Dulmage 型混炼头可确保所有聚合物至少通过一次紧密的 间隙。因此,如果没有特殊螺杆或混合附件,单螺杆挤出机通常无法满足分散混合的要求。 但是,特别是在背压较高的情况下,单螺杆挤出机是非常有效的。 但是,特别是在背压较高的情况下,单螺杆挤出机作为小规模的分散混料机非常有效,并且 在喂入包括母料在内的混合料时,或在粉末 “强化 “高速混炼头之后,可形成有用的混合装置。螺杆中的流动 螺杆中的流动模式(见图 6.6 和 6.7)提供了较大范围的停留时间,这对热量的产生是不可取的。 这对于热敏性或剪切性聚合物和添加剂来说是不可取的、 因为聚合物的某些部分受热或受剪切的时间比平均时间要长得多。 因为聚合物的某些部分受热或受剪切的时间比平均时间要长得多。在双螺杆设备中,停留时间范围更近,剪切力更小。 双螺杆设备中更近的停留时间范围和更小的剪切力,使其特别适用于热敏性聚合物,如 UPVC 和 PVC。 热敏性聚合物,如 UPVC 和 PP。 双螺杆设备通常无需特殊附件即可进行充分混合。
随着产量的增加,停留时间会缩短,这时就需要使用分散混合附件。 这些装置通常会产生很大的挤出机的背压很高,这也增加了螺杆的混合效果。 这也增加了螺杆的混合效果(以牺牲单螺杆的流量输出和额外的剪切力为代价)。 螺杆的流量输出和额外的剪切加热)。低速运行的大型设备 低速运行的大型设备是可取的,这样可以增加停留时间和冷却面积。 在不过度降低剪切应力的前提下。为了保持较高的粘度和剪切应力 要保持较高的粘度和剪切应力,最好采用低熔体温度,但可能无法采用足够的冷却来保持粘度和剪切应力。 但尽管进行了剪切加热,也可能无法进行充分冷却以保持低温。 剪切加热。当然,也可以使用同一台挤出机进行混料和产品成型,但上述混料要求可能与成型要求不一致。 但上述混料要求可能与塑形要求不一致,因此挤出机无法同时发挥两种功能的最佳性能。 因此,挤出机无法同时发挥两种功能的最佳性能。
人们尝试过许多不同的挤出机混料方式,但成功的程度各不相同。 成功程度不一。其中一种情况是将颜料分散在挥发性液体中,通过活塞泵在压力作用下计量。 在一种情况下,颜料在挥发性液体中的分散体在压力作用下通过活塞泵计量进入单螺杆挤出机的熔体泵送部分。 单螺杆挤出机的熔体泵送部分。对冷却挤出物的横截面进行显微测温后发现,挤出物的圆周分布很好,但由于缺乏对颜料含量的控制,可以观察到不同颜料含量的环状分布。 但可以观察到不同颜料含量的环状圈,这是由于混合头中缺少径向混合组件 注入点太靠近螺杆末端,后者无法实现彻底混合。 在另一种情况下,聚乙烯母料在混合过程中,由于注入点过于靠近螺杆末端,无法实现彻底混合。在另一种情况下,将含有高比例滑爽剂的聚乙烯母料固体喂入小型单螺杆 挤出机,挤出机熔化后通过限流器将其泵送到较大的单螺杆挤出机的熔体泵送部分。 在另一种情况下,将含有高比例滑爽剂的聚乙烯母料固态喂入一台小型单螺杆挤出机,该挤出机熔化后通过一个限流器将其泵入处理基础聚合物的大型单螺杆挤出机的熔体泵送部分。前者 前者出现了流动和流速不稳定的问题,直到只对进料部分的螺杆进行冷却,才解决了这一问题。 但除此以外,该工艺运行稳定,在生产结束时有足够的分布。在大型挤出机的末端有足够的分布。对两台机器的速度进行比例控制,并在母料机器末端对压力进行监控,从而使最终薄膜复合物中的滑爽剂含量足够稳定。
2.2.2 熔融共混
与混料有关的其他混合操作包括熔融混合、结构改性和有意降解。熔融混合包括混合两种类型相同但分子量不同的聚合物,混合两种平均分子量相似但分布不同的聚合物,以及最近的两种不同聚合物,例如低密度聚乙烯与高密度聚乙烯或聚丙烯的混合。后者已变得越来越重要,特别是其他聚合物与低密度聚乙烯的混合物,以利用两种聚合物的特性。在所有情况下,如果熔体在加工温度下的粘度相似,只要成分是混溶的,就不会有太大的困难,但如果两种成分的剪切敏感性(非牛顿流动指数 n)相差很大,则可能会出现径向偏析,形成剪切速率不同的区域。如果两种成分的粘度温度系数相差很大,加工温度范围可能会受到限制。如果加工温度下的粘度相差很大,例如由于分子量相差很大,混合物可能会表现为相对固态的高粘度组分在低粘度第二组分中的悬浮液。正如第 7 章关于熔化阶段所讨论的,当悬浮液被剪切时,低粘度组分的剪切速率和粘度加热较 高,导致后者温度升高,进一步降低其粘度,而高粘度组分则主要通过传导加热。因此,初始偏析可能会继续,混合效果不佳。在这种情况下,间歇式熔体混合器采用的策略是先喂入高分子量组份,只有在前者经过剪切和加热以降低其粘度时,才加入冷的第二组份;在挤出机上进行这种操作需要特殊的设备,如带有强制喂料机的中间喂料袋。
与混料一样,在所有混料操作中,产品的大规模均匀性要求各组分的喂料比例至少达到类似的精度,并避免混合。后者最有可能发生的原因是进料在料斗或螺杆的第一部分发生偏析,例如,由于颗粒形状或密度不同而导致螺杆选择性进料。
结构改性和降解可能包括许多化学反应,有的是均匀的,有的是由添加剂或催化剂促进的;除了熔化和泵送的正常功能外,挤出机通常还需要对聚合物进行机械加工(如剪切),以保持能量平衡,并确保产品至少有一定程度的混合。其中一个例子是通过机械剪切对高分子量的低密度聚乙烯成分进行选择性分解,以减少分子量分布并改善产品性能。这需要相当大的机械驱动力,并导致聚合物温度明显升高,但由此输入聚合物的能量大部分被加热到适合造粒的熔融温度所吸收。第二个例子涉及聚丙烯的热降解和剪切降解,从聚合时的高分子量降解到适合熔融加工的低分子量。排除氧气对于最大限度地减少降解的氧化因素非常重要,精确的温度控制也很重要–laC 单筒区温度的变化会导致产品熔体流动率发生可测量的变化。产品的分子量分布与直接聚合到相同平均值所产生的分子量分布明显不同,因此具有不同的机械性能,如冲击强度,以及不同的可加工性。在挤出机中使用了真空萃取,以尽可能多地去除降解产生的极低分子量产物以及催化剂残留物,这些物质会对产品的颜色和气味产生不利影响。
2.2.3 脱气干燥
真空萃取脱气和/或干燥也常用于受污染或潮湿的进料,但由于停留时间和脱附表面积有限,真空萃取本身是一种能耗高、效果有限的工艺。因此,如第 6.5 节所述,在挥发物不超过聚合物流量的 5%(按质量计)时,通常将其与挤压混料或制造工艺结合使用。请注意,熔体中的萃取价值有限,例如,潮湿的 PETP 会在熔体温度下部分水解,如果水解发生在排气口位置的上游。
2.2.4 过滤
混合过滤熔体中的固体污染物,通常是在螺杆和模头之间,通常也与制造工艺有关,特别是那些模头间隙狭窄的工艺,如薄膜和纤维挤出以及细线包覆,在这些工艺中,污染物会严重影响电绝缘。有时它也作为一个单独的工艺使用,例如天然橡胶生料和废料回收;后者的经济效益将在第 12.5 节中讨论。有时会对废料进行再挤压,以获得合适的颗粒形状,再用于主工艺(特别是注塑模具中的浇口和流道)。更常见的情况是将废料按一定比例混入新的进料中,制成均匀的颗粒状进料,或直接混入片材中用于真空成型,或混入管材中用于吹塑成型;废料中还可能含有添加剂(尤其是稳定剂),以补充原始进料和废料之间的损失。因此,废料回收可能包括混合、混料、脱气、过滤和造粒中的一个或多个步骤。如第 7 章所述,不规则形状废料的满意喂料和避免偏析可能是最常见的问题,尤其是当废料单独或混合后直接喂入挤压制造工艺时。
2.2.5 脱水
挤压的一种特殊应用是利用螺杆泵送高粘度材料而非低粘度材料的趋势,这种应用已在橡胶中得到商业应用,并经常与过滤和造粒联系在一起。这体现在进料中夹带的空气被向后排出,但在本例中是用于湿橡胶的脱水。进料袋由穿孔部分取代,例如,穿孔部分有一系列狭窄的纵向缝隙,流出的水从缝隙中排出,而基本干燥的橡胶则沿螺杆输送,以便加热和挤出。
2.2.6 共聚
双螺杆挤出机也可用于连续聚合,将其混合和传热功能用作高温高压反应器。单螺杆挤出机在这方面的效果并不理想,因为单体和聚合物的粘度差异较大,可能会导致滑移和泵送损失,而且如第 2.2.1 节所述,停留时间范围较宽,容易导致聚合物的分子量分布过宽。
2.2.7 吹塑成型
螺杆挤出机广泛用于吹塑瓶子和其他中空制品,包括玩具和管道。在某些情况下,挤出的管坯被储存起来并重新加热,以便在挤出后进行离线吹塑。更常见的情况是,挤出一根或多根管子,切断并捏住一端,然后在成套模具内吹塑,管子在模具内与冷模具接触冷却。首先要求流动均匀,弹性记忆小;熔体温度要低,以便快速冷却,减少 “型坯 “下垂;对于大型容器,挤压速度也要快,以减少下垂时间。对于大型容器,挤出机的产量会受到限制,因此挤出机可以连续填充一个储料模头,储料模头间歇地快速射出。在一些使用单个模具的小型设备中,挤出机螺杆仅在型坯成型所需的时间内运行,然后在吹气和冷却时停止运行;这种间歇式运行为熔化提供了更多的时间,但偏离了稳态条件,可能导致型坯的温度、应变历史等出现空间变化。
2.2.8 注射吹塑
现代注塑成型主要依靠单螺杆挤出机,但也使用双螺杆。同样,螺杆通常间歇运行,但在实际注塑过程中,”休息 “时间可能只有几秒钟。这在螺杆同时充当注塑柱塞时是必要的,螺杆末端装有环形止回阀,以防止注塑时螺杆内的逆流,注塑时的压力(高达 200 MN m-2)通常远高于螺杆加料时的压力(通常小于 5 MN m-2)。另外一个复杂问题是,螺杆在将熔体泵入注料缸形成的储料槽时会向后移动,由于进料口通常是固定的,因此在每个加料循环中,螺杆的有效长度会逐渐减少。这种情况通常不适用于螺杆预塑化装置与注塑柱塞分离的背负式机器,尽管止回阀和间歇旋转仍很常见。在计算机控制下的现代机器中,螺杆速度和/或螺杆作用的背压可以通过编程在填充周期内变化。第一个要求是,螺杆应在特定模具和机器的冷却和 “死机 “时间内将所需体积的熔融聚合物填充到料筒中,这样塑化就不会延长整个循环时间。螺杆必须提供均匀的熔体,通常包括颜料或彩色颗粒母料,”螺杆后退 “压力可调,以帮助螺杆内的混合。对于热塑性塑料来说,所需的熔体温度往往较高,这样对于薄型模具和/或流道和模具中的长流道来说粘度较低,而且由于充模过程中的冷却,无论如何都必须快速充模,因此高温可降低所需的注塑压力。不过,熔体温度对最终成型的结构和机械性能也有重要影响,而像 UPVC 这样的热敏性聚合物可能会发生降解,尤其是在两次注塑之间留在料筒中的 “缓冲 “材料。
酚醛类热固性塑料需要非常精确控制的低温(如水/蒸汽加热),以避免缓冲材料在下一次注塑前固化,同时提供足够的流动性,使注塑能高速注入热模具,从而使喷嘴中的剪切加热提高注塑温度,实现快速固化。不饱和聚酯热固性塑料可以冷注,这样螺杆只需将预混料输送到料筒。
因此,聚合物、机器和产品都会影响所需的温度;重要的是,整个注射体积内的温度要尽可能均匀,尽管螺杆的有效长度不断变化,但螺杆速度或背压的变化都是为了达到这一目的。需要特别注意的是,在注塑过程中,料筒内的流动不可能与加料过程中的流动相似(Pearson,1944,图 87、89、92、94;Tanev,1975),因此加料过程中的任何温度变化都不会以相同的顺序出现在注塑过程中。一些塑化装置还包括通过排气除湿,螺杆轴向移动会带来更多问题。稳态理论只能定性地适用于这种间歇旋转的情况,在循环过程中,有效长度会发生变化,速度和背压也可能发生变化,而且预测的效果可能会被瞬态影响所抵消,包括熔体的弹性、非稳态传热以及机器中的机械/液压惯性。
2.2.9 要求比较
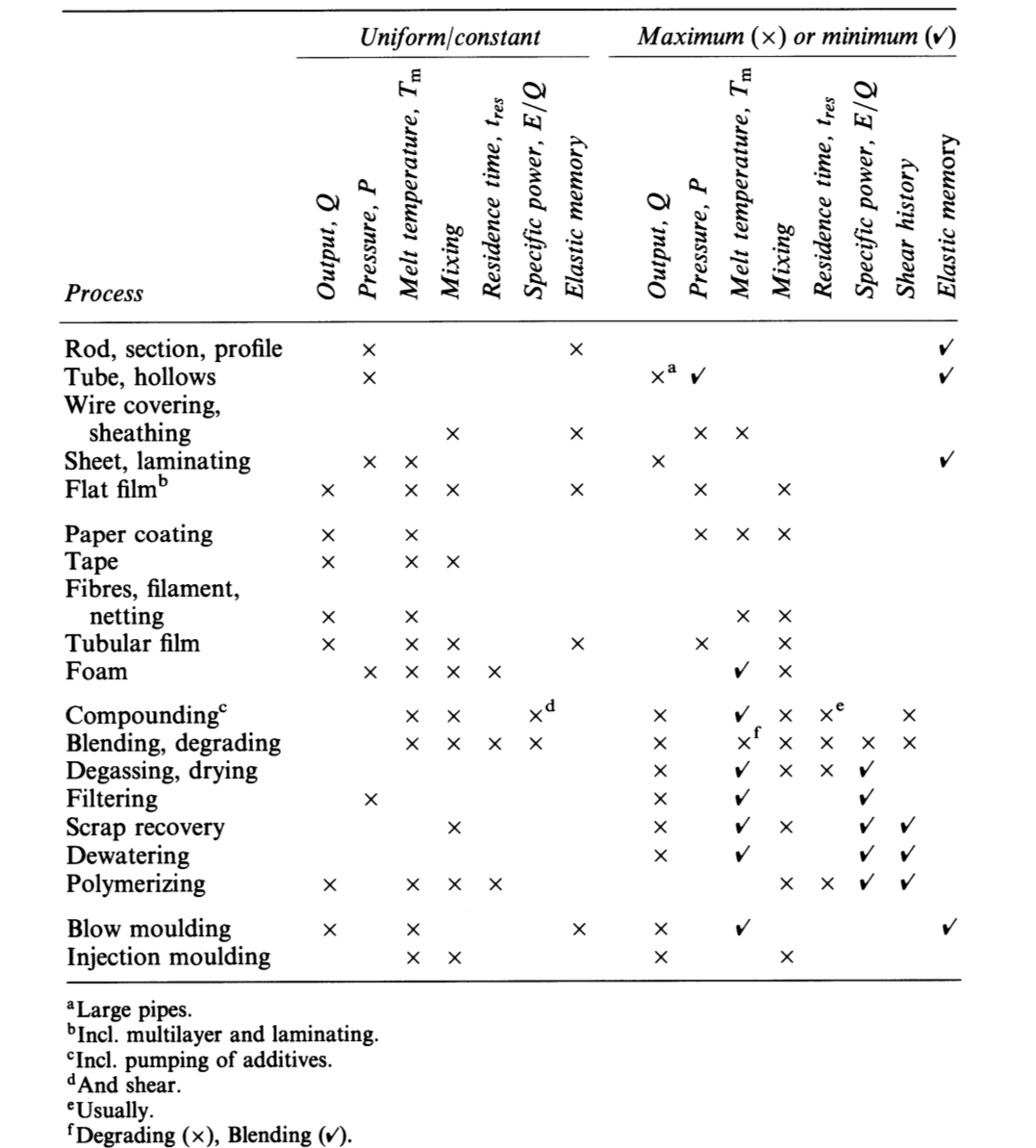
以上简要介绍了螺杆挤出机的许多商业应用,足以说明螺杆挤出机的广泛重要性,以及作为其组成部分的各种工艺的不同要求。为了使第 9、10 和 11 章的讨论更加具体,表 2.2 试图概括每种工艺和产品类型的重要要求。当然,高产量、均匀温度等在所有工艺中都是可取的;表中只列出了较为关键的项目,即使是这些项目也会受到产品的限制,例如,厚管和薄板需要高产量,而对于薄管和薄板来说,最小弹性记忆可能更为关键–表中的说明应指更为关键的产品。从表中可以看出,非制造工艺的要求范围一般比主要是成型工艺的要求范围广,特别是在最大/最小值方面。在某些情况下,这两类工艺的要求是相互矛盾的,这说明复合或废料回收作为一项单独的操作可能比与成型工艺结合在一起更有效,尽管需要更多的劳动力、能源和管理费用。在均匀性和最大/最小值方面,温度似乎是最常见的标准,这并不是没有道理的;在 一些没有说明的情况下,例如薄膜和注塑成型,温度必须控制在单个聚合物或操作条件 的先决条件值,即使这并不是可以达到的最大或最小值。
表 2.2 工艺要求比较